Wieder ein wenig weitergebastelt.
Zuerst wurde die ganze China-Elektronik auf ein Brett geschraubt.
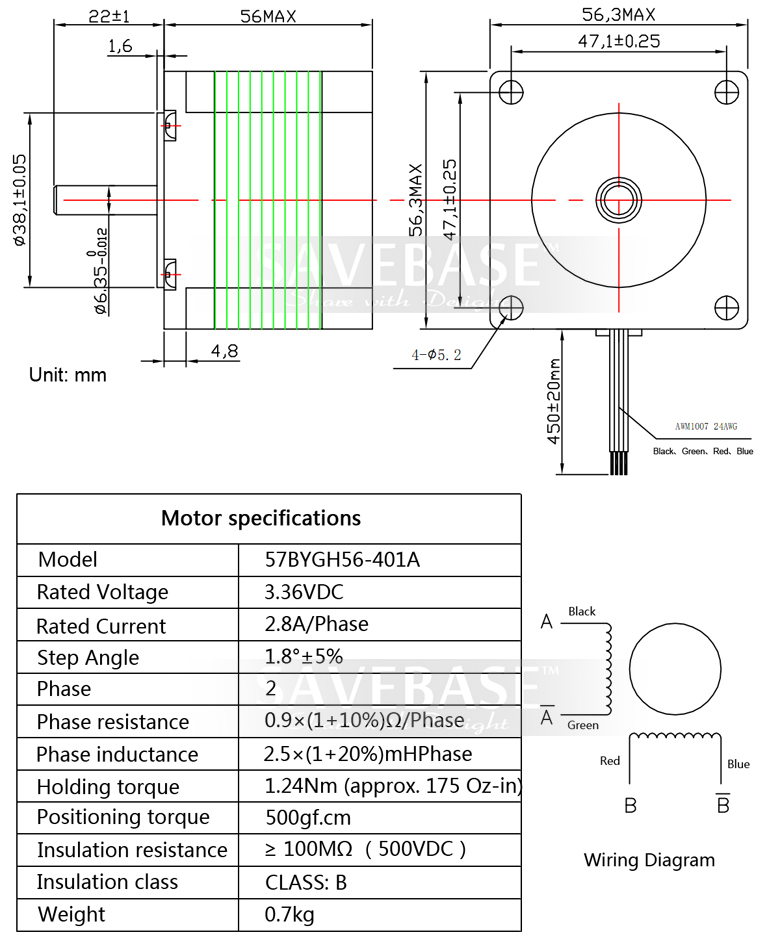
Mehr als 1500mm/min geben die Motoren mit der 3mm Spindel leider nicht her; um das komplette Bett abzufahren braucht das schon ziemlich lange. Auch bin ich mir nicht so sicher ob die nicht den ein oder anderen Schritt verlieren, das gilt es auch noch zu überprüfen.
Als Spindel wurde ein Geradschleifer polnischen Fabrikats für 30€ gekauft.
Überraschend ruhiger Lauf und fast kein Spiel. Leider konnte man die Achse um ca. 2mm reindrücken dazu war im Schleifer ein Federmechanismus verbaut. Der wurde ausgebaut und durch eine entsprechend abgedrehte Scheibe ersetzt.
Als Drehzahlregler dient erstmal ein Pasenschnittdimmer damit der nicht immer auf 25000U/min läuft

Alles in allem funtioniert das Ding einigermaßen zufriedenstellend. Die Spindelachse sollte ich bei Gelegenheit nur senkrecht zum Bett einstellen.......
Ich habe direkt probiert ein paar Materialien zu fräsen.
Holz, Alu und ein wenig Stahl.
Holz geht problemlos.
Alu funktioniert auch gut, schmiert nur wie zu erwarten ohne Öl nach einer gewissen Zeit den Fräser zu.
Und Stahl geht mit Ach und Krach bei minimaler Tiefe auch ein wenig.
Auf jeden Fall muss eine Absaugen her. Auch der NOT-AUS-Knopf hat sich als erforderlich erwiesen, ein paar Limitschalter sind offensichtlich auch nicht unpraktisch.
Jetzt lese ich mir erstmal die MACH3 Anleitung durch und schaue nach irgendeiner CAM-Software.
Nach kurzer Information fiel mir da CamBam ins Auge.
Habt Ihr da irgendwelche Empfehlungen?


![[ externes Bild ]](http://www.bilder-hochladen.net/files/an9l-61.gif){kind=link}
{kind=link}