CNC-Frässpindel
Moderatoren: MaxZ, ebastler, SeriousD
-
 gamerpaddy
gamerpaddy
- Beiträge: 2743
- Registriert: Mo 13. Aug 2012, 09:03
- Spezialgebiet: Spezialgebiet
- Schule/Uni/Arbeit: Schule/Uni/Arbeit
- Wohnort: Mannheim
- Hat sich bedankt: 38 Mal
- Danksagung erhalten: 329 Mal
- Kontaktdaten:
Re: CNC-Frässpindel
https://paulwilhelm.de/selbstbau-cnc/#A ... d-Mechanik
Jup, entweder sind die nicht richtig unter spannung oder eine fehlt auf einer der achsen
Oder mal die Spindel bzw. den Fräser in allen achsen mit dem finger fest drücken, da darf sich auch nix oder nicht viel bewegen.
Die linearführung könnten etwas spiel haben was die z achse erlaubt sich zu verdrehen, war zumindest bei mir so. Ich nutze aber auch Aluprofile mit Führungsrollen die mittels konzentrischer mutter justiert werden.
Jup, entweder sind die nicht richtig unter spannung oder eine fehlt auf einer der achsen
Oder mal die Spindel bzw. den Fräser in allen achsen mit dem finger fest drücken, da darf sich auch nix oder nicht viel bewegen.
Die linearführung könnten etwas spiel haben was die z achse erlaubt sich zu verdrehen, war zumindest bei mir so. Ich nutze aber auch Aluprofile mit Führungsrollen die mittels konzentrischer mutter justiert werden.
-
 Paul
Paul
- Admin
- Beiträge: 3596
- Registriert: So 7. Aug 2005, 14:34
- Schule/Uni/Arbeit: HW/SW-Entwickler
- Wohnort: Braunschweig
- Hat sich bedankt: 638 Mal
- Danksagung erhalten: 210 Mal
- Kontaktdaten:
Re: CNC-Frässpindel
Hab bereits sowas hier verbaut:
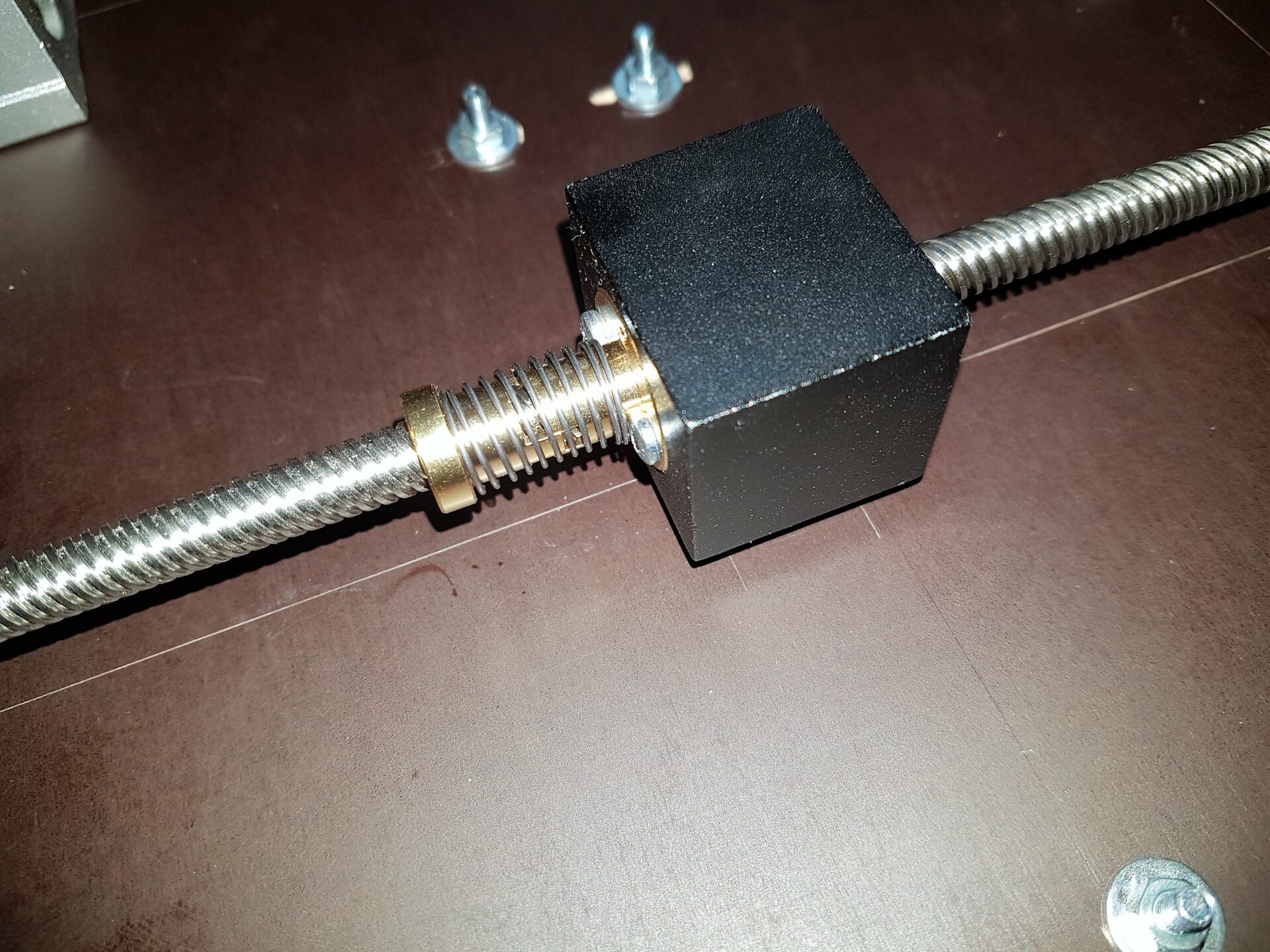
Aber das bringt's anscheinend noch nicht so...
Vielleicht ne steifere Feder einsetzen?!
Aber das bringt's anscheinend noch nicht so...
Vielleicht ne steifere Feder einsetzen?!
-
 Norbi
Norbi
- Beiträge: 1179
- Registriert: So 4. Jul 2010, 10:57
- Hat sich bedankt: 34 Mal
- Danksagung erhalten: 123 Mal
Re: CNC-Frässpindel
Würde erstmal gucken wo genau das Spiel ist, einfach mal rumrütteln. Wenn sich irgendwo was bewegt kann man eigtl. noch 1/10 mm ganz gut per Auge sehen.
Und wenn es wirklich die Muttern sind bleibt wirklich nur die Möglichkeit mit einer zweiten Trapezmutter zu kontern, ich hab bei mir da auch nichtmal eine Feder drin. Sobald da mal etwas Kraft ankommt bringt einem die Feder ja auch nichts mehr und wenn man das ganze fein genug einstellen kann gehts auch ohne, den Rest macht dann das Fett.
Ich habe allerdings auch eine wesentlich kleineren Steigungswinkel an der Trapezspindel, keine Ahnung ob sich das positiv/negativ auswirkt.
So vom Bild her würde ich einfach mal versuchen die Schrauben die da sowiso im Block sind durch Gewindestangen mit Muttern zu ersetzen. Dann kannst Du bei der Kontermutter einfach eine Unterlegscheibe mit Löchern für die selben Stangen nehmen und dann mit zwei muttern recht fein einstellen.
Also so ungefähr:
Und wenn es wirklich die Muttern sind bleibt wirklich nur die Möglichkeit mit einer zweiten Trapezmutter zu kontern, ich hab bei mir da auch nichtmal eine Feder drin. Sobald da mal etwas Kraft ankommt bringt einem die Feder ja auch nichts mehr und wenn man das ganze fein genug einstellen kann gehts auch ohne, den Rest macht dann das Fett.
Ich habe allerdings auch eine wesentlich kleineren Steigungswinkel an der Trapezspindel, keine Ahnung ob sich das positiv/negativ auswirkt.
So vom Bild her würde ich einfach mal versuchen die Schrauben die da sowiso im Block sind durch Gewindestangen mit Muttern zu ersetzen. Dann kannst Du bei der Kontermutter einfach eine Unterlegscheibe mit Löchern für die selben Stangen nehmen und dann mit zwei muttern recht fein einstellen.
Also so ungefähr:
- Untitled-1.jpg (32.26 KiB) 5783 mal betrachtet
Zuletzt geändert von Norbi am Mo 14. Okt 2019, 21:47, insgesamt 1-mal geändert.
-
Paul
- Admin
- Beiträge: 3596
- Registriert: So 7. Aug 2005, 14:34
- Schule/Uni/Arbeit: HW/SW-Entwickler
- Wohnort: Braunschweig
- Hat sich bedankt: 638 Mal
- Danksagung erhalten: 210 Mal
- Kontaktdaten:
Re: CNC-Frässpindel
Danke für eure Tipps! Also über Spiel im 1/10 mm-Bereich wär ich ja schon super glücklich. Momentan isses eher im Bereich eines halben Millimeters! 
Mit genügend Kraft überwindet man die Federspannung, und dann bewegt sich der entsprechende Schlitten...
Norbi, ich denke daher werde ich mal deine Variante umsetzen und komplett auf die Federn verzichten und das "statisch anballern"...
Ich halte euch auf dem Laufenden...
EDIT: Kann es auch an der Qualität der Gewindemuttern liegen? Also dass die "zu wenig Fleisch" haben und daher durch die Gegend eiern?
Mit genügend Kraft überwindet man die Federspannung, und dann bewegt sich der entsprechende Schlitten...
Norbi, ich denke daher werde ich mal deine Variante umsetzen und komplett auf die Federn verzichten und das "statisch anballern"...
Ich halte euch auf dem Laufenden...
EDIT: Kann es auch an der Qualität der Gewindemuttern liegen? Also dass die "zu wenig Fleisch" haben und daher durch die Gegend eiern?
-
 Death
Death
- Beiträge: 797
- Registriert: Sa 14. Jul 2018, 05:56
- Spezialgebiet: CO²-Laser
- Schule/Uni/Arbeit: Elektroinstallateur
- Wohnort: Duisburg
- Hat sich bedankt: 68 Mal
- Danksagung erhalten: 97 Mal
Re: CNC-Frässpindel
Check mal den G-Code und laß den mal durch einen Simulator laufen, bevor du alles zerlegst.
Ich hatte da so meine Problemchen mit
Ich hatte da so meine Problemchen mit
-
 Alexander470815
Alexander470815
- Beiträge: 2003
- Registriert: Mi 14. Jul 2010, 22:00
- Spezialgebiet: Kältetechnik, Frequenzumrichter, E-bikes
- Wohnort: D:\Hessen\Gießen
- Hat sich bedankt: 33 Mal
- Danksagung erhalten: 145 Mal
Re: CNC-Frässpindel
Vielleicht gleich auf andere Spindeln setzen?
Kugelumlaufspindel wäre da eine Möglichkeit.
Kugelumlaufspindel wäre da eine Möglichkeit.
-
Paul
- Admin
- Beiträge: 3596
- Registriert: So 7. Aug 2005, 14:34
- Schule/Uni/Arbeit: HW/SW-Entwickler
- Wohnort: Braunschweig
- Hat sich bedankt: 638 Mal
- Danksagung erhalten: 210 Mal
- Kontaktdaten:
Re: CNC-Frässpindel
Das hab ich schon gemacht. ^^ Sah eigentlich okay aus. Was für Probleme hattest du denn genau?Death hat geschrieben:Check mal den G-Code und laß den mal durch einen Simulator laufen, bevor du alles zerlegst.
Gibt's offenbar nicht für meine günstigen T8-Gewindestangen.Alexander470815 hat geschrieben:Kugelumlaufspindel wäre da eine Möglichkeit.
Das käme dann gleich einem kompletten Rebuild gleich, das will ich erstmal soweit es geht vermeiden. ^^
-
Elektro-Bastler
- Beiträge: 2061
- Registriert: Mi 25. Okt 2006, 00:01
- Hat sich bedankt: 18 Mal
- Danksagung erhalten: 62 Mal
Re: CNC-Frässpindel
Kugelgewinde gibt es sicher auch in 8mm, nur willst Du die dann nicht bezahlen^^
Mit Feder würde ich das auch niemals spannen, das erhöht die Reibung extrem und dann hast Du entweder hohen Verschleiß von Mutter und Spindel (klar, merkt man erstmal nicht, da die Feder ja nachspannt) oder der Stepper packt es nicht mehr und steigt aus -> Schrittverluste! Außerdem kann es gut sein, dass es zwar ohne Last den Anschein macht zu funktionieren, aber wenn da Fräskräfte auftreten, werden die deine Feder auslachen und den Schlitten munter um das Gewindespiel durch die Gegend schieben wie sie gerade möchte.
Wenn dann Mutter Zweiteilig machen (im einfachsten Fall in der Mitte durchsägen und einen Teil fest in ein Rohr setzen, den anderen Teil drehbar und mit schraube arretierbar) und die beiden Teile gegeneinander verdrehen. Immer schön schauen, dass man den optimalen Punkt zwischen "so wenig Spiel wie möglich" und "so wenig Reibung wie möglich" findet. Muss man dann zwar alle ??? Meter Verfahrweg mal leicht nachsetzen, aber so ist es garantiert besser als brachial mit einer Feder die Gewindeflanken gegeneinander zu pressen.
Hoffe Du verstehst was ich meine, sonst mach ich dir gerne ne Skizze.
EDIT: Sehe gerade, dass Norbi schon ähnliches Prinzip erwähnt hat, so meinte ich es auch
Beste Grüße
Mit Feder würde ich das auch niemals spannen, das erhöht die Reibung extrem und dann hast Du entweder hohen Verschleiß von Mutter und Spindel (klar, merkt man erstmal nicht, da die Feder ja nachspannt) oder der Stepper packt es nicht mehr und steigt aus -> Schrittverluste! Außerdem kann es gut sein, dass es zwar ohne Last den Anschein macht zu funktionieren, aber wenn da Fräskräfte auftreten, werden die deine Feder auslachen und den Schlitten munter um das Gewindespiel durch die Gegend schieben wie sie gerade möchte.
Wenn dann Mutter Zweiteilig machen (im einfachsten Fall in der Mitte durchsägen und einen Teil fest in ein Rohr setzen, den anderen Teil drehbar und mit schraube arretierbar) und die beiden Teile gegeneinander verdrehen. Immer schön schauen, dass man den optimalen Punkt zwischen "so wenig Spiel wie möglich" und "so wenig Reibung wie möglich" findet. Muss man dann zwar alle ??? Meter Verfahrweg mal leicht nachsetzen, aber so ist es garantiert besser als brachial mit einer Feder die Gewindeflanken gegeneinander zu pressen.
Hoffe Du verstehst was ich meine, sonst mach ich dir gerne ne Skizze.
EDIT: Sehe gerade, dass Norbi schon ähnliches Prinzip erwähnt hat, so meinte ich es auch
Beste Grüße
-
Paul
- Admin
- Beiträge: 3596
- Registriert: So 7. Aug 2005, 14:34
- Schule/Uni/Arbeit: HW/SW-Entwickler
- Wohnort: Braunschweig
- Hat sich bedankt: 638 Mal
- Danksagung erhalten: 210 Mal
- Kontaktdaten:
Re: CNC-Frässpindel
Hi E-B,
danke nochmal für die ausführliche Erläuterung!
Also lieber fest verspannen, nicht gefedert!
Ich seh mal zu, dass ich das in den nächsten Wochen umsetze. Also wieder alles zerlegen... *stöhn*
Viele Grüße
Paul!
danke nochmal für die ausführliche Erläuterung!
Also lieber fest verspannen, nicht gefedert!
Ich seh mal zu, dass ich das in den nächsten Wochen umsetze. Also wieder alles zerlegen... *stöhn*
Viele Grüße
Paul!
-
Death
- Beiträge: 797
- Registriert: Sa 14. Jul 2018, 05:56
- Spezialgebiet: CO²-Laser
- Schule/Uni/Arbeit: Elektroinstallateur
- Wohnort: Duisburg
- Hat sich bedankt: 68 Mal
- Danksagung erhalten: 97 Mal
Re: CNC-Frässpindel
Spanne mal das Material an anderer Stelle auf deine CNC.Paul hat geschrieben:Das hab ich schon gemacht. ^^ Sah eigentlich okay aus. Was für Probleme hattest du denn genau?Death hat geschrieben:Check mal den G-Code und laß den mal durch einen Simulator laufen, bevor du alles zerlegst.
Sieht das Ergebnis genauso aus, liegt es nicht an der CNC.
Normal ist eigentlich auch, das du das Umkehrspiel auch im Setup einstellen kannst um Kompensationsfehler auszugleichen.
Linux-CNC bietet dir auf jedenfall die Möglichkeit genauso wie Mach 3
Ich mache meinen G-Code für sowas mittlerweile mit Sprint - Layout, aber es gibt ja tausend andere Programme.
Bei mir waren die Bohrungen auch nicht zentral, ist jetzt aber auch schon ewig her, waren so meine ersten Schritte für Platinen selber gestalten.
Vom Fräsen bin ich inzwischen weg. Ich mache jetzt alles mit Fotoplatten und einem Diodenlaser.
-
Paul
- Admin
- Beiträge: 3596
- Registriert: So 7. Aug 2005, 14:34
- Schule/Uni/Arbeit: HW/SW-Entwickler
- Wohnort: Braunschweig
- Hat sich bedankt: 638 Mal
- Danksagung erhalten: 210 Mal
- Kontaktdaten:
Re: CNC-Frässpindel
Moin Death,

Die Layouts wandle ich mit "pcb-gcode" von EAGLE nach G-Code um.
 Aber sag mal, könnte man dann nicht auch gleich "Isolationslasern" anstatt nur zu Belichten? Oder funzt das nicht, weil's dann nur verschmorte Leiterbahnen gibt?
Aber sag mal, könnte man dann nicht auch gleich "Isolationslasern" anstatt nur zu Belichten? Oder funzt das nicht, weil's dann nur verschmorte Leiterbahnen gibt?
Viele Grüße
Paul!
Jau, werde ich beim nächsten Test mal machen.Death hat geschrieben:Spanne mal das Material an anderer Stelle auf deine CNC.
Sieht das Ergebnis genauso aus, liegt es nicht an der CNC.
Ich benutze die noob-Variante mit GRBL und dem Universal G-Code Sender -- so eine Option habe ich da noch nicht entdeckt.Death hat geschrieben:Normal ist eigentlich auch, das du das Umkehrspiel auch im Setup einstellen kannst um Kompensationsfehler auszugleichen.
Linux-CNC bietet dir auf jedenfall die Möglichkeit genauso wie Mach 3
Ich mache meinen G-Code für sowas mittlerweile mit Sprint - Layout, aber es gibt ja tausend andere Programme.
Die Layouts wandle ich mit "pcb-gcode" von EAGLE nach G-Code um.
Vorm Lasern hab ich noch etwas Schiss.Death hat geschrieben:Vom Fräsen bin ich inzwischen weg. Ich mache jetzt alles mit Fotoplatten und einem Diodenlaser.
Viele Grüße
Paul!
-
 VDX
VDX
- Beiträge: 2166
- Registriert: Fr 13. Jul 2018, 18:23
- Spezialgebiet: Laser und Mikro-/Nanotechnik
- Hat sich bedankt: 14 Mal
- Danksagung erhalten: 237 Mal
Re: CNC-Frässpindel
Hi Paul,
https://reprap.org/forum/read.php?133,235148
Das schaut dann z.B. so aus:
Mit'nem Faserlaser hat man da natürlich ganz andere Möglichkeiten
Viktor
Wie man sowas mit einer Laserdiode und vorher schwarz lackierten Leiterplatten macht, hatte ich hier mal vorgestellt:Paul hat geschrieben:... Aber sag mal, könnte man dann nicht auch gleich "Isolationslasern" anstatt nur zu Belichten? Oder funzt das nicht, weil's dann nur verschmorte Leiterbahnen gibt?
https://reprap.org/forum/read.php?133,235148
Das schaut dann z.B. so aus:
Mit'nem Faserlaser hat man da natürlich ganz andere Möglichkeiten
Aufruf zum Projekt "Müll-freie Meere" - https://reprap.org/forum/list.php?426 -- Facebook-Gruppe - https://www.facebook.com/groups/383822522290730
Call for the project "garbage-free seas" - https://reprap.org/forum/list.php?425
Call for the project "garbage-free seas" - https://reprap.org/forum/list.php?425
-
Paul
- Admin
- Beiträge: 3596
- Registriert: So 7. Aug 2005, 14:34
- Schule/Uni/Arbeit: HW/SW-Entwickler
- Wohnort: Braunschweig
- Hat sich bedankt: 638 Mal
- Danksagung erhalten: 210 Mal
- Kontaktdaten:
Re: CNC-Frässpindel
Moin VDX,
krasse Sache, dass das so gut geht!
Ich muss aber sagen, dass der Einsatz von Chemikalien (und die Dampfentwicklung) für mich allerdings gerade die Störfaktoren sind, denen ich mit dem Platinenfräsen aus dem Weg gehen möchte.
Viele Grüße
Paul!
krasse Sache, dass das so gut geht!
Ich muss aber sagen, dass der Einsatz von Chemikalien (und die Dampfentwicklung) für mich allerdings gerade die Störfaktoren sind, denen ich mit dem Platinenfräsen aus dem Weg gehen möchte.
Viele Grüße
Paul!
-
VDX
- Beiträge: 2166
- Registriert: Fr 13. Jul 2018, 18:23
- Spezialgebiet: Laser und Mikro-/Nanotechnik
- Hat sich bedankt: 14 Mal
- Danksagung erhalten: 237 Mal
Re: CNC-Frässpindel
Hi Paul,
bei den Chemikalien zum Ätzen habe ich nur 30%-ige Salzsäure, Wasserstoffsuperoxyd und destieliertes Wasser - deutlich wenger Aufwand, als mit den normalen Ätzchemikalien ... und geht auch viel schneller
Viktor
bei den Chemikalien zum Ätzen habe ich nur 30%-ige Salzsäure, Wasserstoffsuperoxyd und destieliertes Wasser - deutlich wenger Aufwand, als mit den normalen Ätzchemikalien ... und geht auch viel schneller
Viktor
Aufruf zum Projekt "Müll-freie Meere" - https://reprap.org/forum/list.php?426 -- Facebook-Gruppe - https://www.facebook.com/groups/383822522290730
Call for the project "garbage-free seas" - https://reprap.org/forum/list.php?425
Call for the project "garbage-free seas" - https://reprap.org/forum/list.php?425